
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net

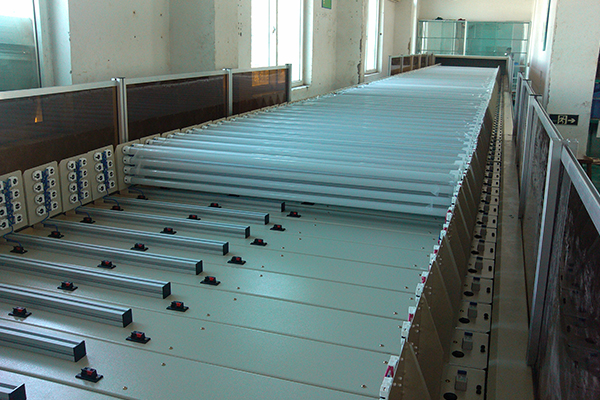
控制系统有“预停”控制机能,昆山新型自动流水线在正常工作情况下需要停车时,能在完成一个工作循环、各机床的有关运动部件都回到原始位置后才停车。自动线的其他辅助设备是根据工艺需要和自动化程度设置的,如有清洗机工件自动检验装置、自动换刀装置、自动捧屑系统和集中冷却系统等。为提高自动线的生产率,必须保证自动线的工作可靠性。影响自动线工作可靠性的主要因素是加工质量的稳定性和设备工作可靠性。新型自动流水线的发展方向主要是提高生产率和增大多用性、灵活性。为适应多品种生产的需要,将发展能快速调整的可调自动线。
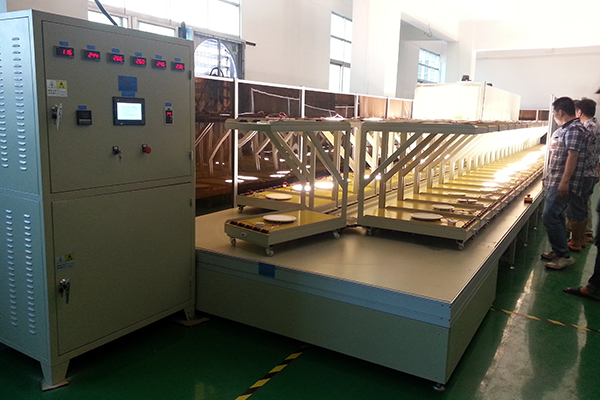
传送系统,的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。

控制系统,的控制系统主要用于保证线内的机床、工件传送系统,以及辅助设备按照规定的工作循环和联锁要求正常工作,并设有故障寻检装置和信号装置。为适应自动线的调试和正常运行的要求,控制系统有三种工作状态:调整、半自动和自动。在调整状态时可手动操作和调整,实现单台设备的各个动作;在半自动状态时可实现单台设备的单循环工作;在自动状态时自动线能连续工作。

维修的两大方法:同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到节假日,集中维修工、操作工,对所有问题,同时修理。设备在星期一正常全线生产。分部修理法:如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。

优化首站的作业时间,及多久放一片板子,此为知足生产计划量所必须的投入cycle时间。但在现实上,瓶颈站的作业时间必然大于首站,首站肯定不是瓶颈站,所以首站不肯定会完全依要求的cycle时间去投入,由于瓶颈站已拖慢他的速度,故从管理的角度来看,要确实要求首站作业者依规定速度投入。工业流水线的输送带速度也可反推算出日产量,下面为输送带速度的公式:输送带的pitch时间=整日的上班时间/日产量*(1+不良率),输送带的速度=记号间隔距离/输送带的pitch时间。
因为每每连接着关键的生产节点网站开发,一些曾经碰到过物料堆积、维护停止或其他降低服从的事情的制造商并没故意识到采用新一代的输送装配和新型的附件或许将清除那些服从杀手。工业流水线厂家的中每个人的速度都在变动,有时快,有时慢,但是想做得比平均速度快的能力却受到了限制,工作的速度必须取决于前面队伍的速度。不能同步,达不到传统意义上的均衡,问题就会出现,有时甚至不如不分工,因为就成品而言,远不如不分工(当然这是极端现象但不是个别现象,因为很少有工厂可以达到预期)。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
