
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net
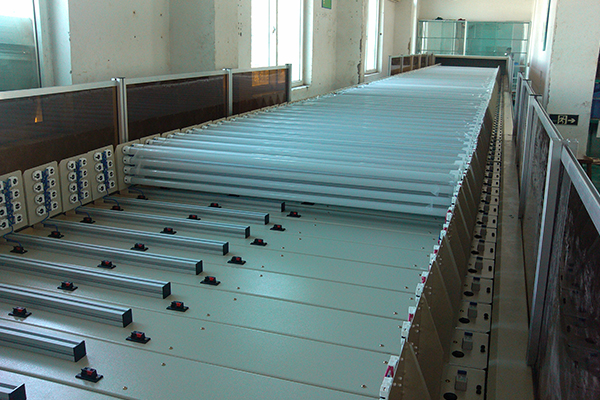
的形式及与工业流水线的不同。是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。按照输送系列产品大体可以分为:皮带流水线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水线输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。

优化首站的作业时间,及多久放一片板子,此为知足生产计划量所必须的投入cycle时间。但在现实上,瓶颈站的作业时间必然大于首站,首站肯定不是瓶颈站,所以首站不肯定会完全依要求的cycle时间去投入,由于瓶颈站已拖慢他的速度,故从管理的角度来看,要确实要求首站作业者依规定速度投入。工业流水线的输送带速度也可反推算出日产量,下面为输送带速度的公式:输送带的pitch时间=整日的上班时间/日产量*(1+不良率),输送带的速度=记号间隔距离/输送带的pitch时间。
近年来,国内食品包装技术专家在引进合作、自立独创方面取得了可喜成绩。多功能是新设备开发的一个紧张趋势,由于食品品莳花样多、更新快搜索引擎排名,生产厂家对的设备要求是多功能、适应性强。从以上情况知,磨损到一定程度,就会降低生产率和产品质量,如对设备合理使用,精心维护,加强检查,就会延长正常磨损阶段,减少故障,提高生产率,保证产品质量,延长设备寿命。

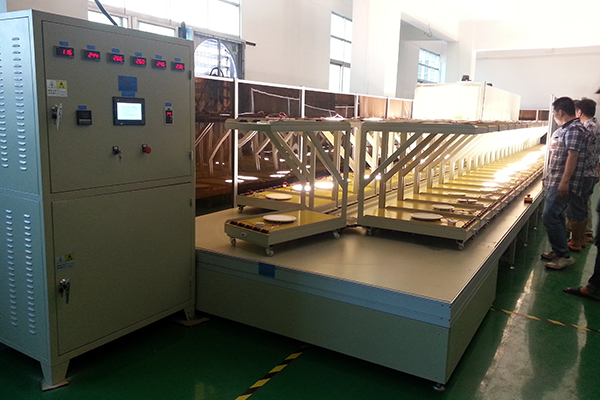
控制系统,的控制系统主要用于保证线内的机床、工件传送系统,以及辅助设备按照规定的工作循环和联锁要求正常工作,并设有故障寻检装置和信号装置。为适应自动线的调试和正常运行的要求,控制系统有三种工作状态:调整、半自动和自动。在调整状态时可手动操作和调整,实现单台设备的各个动作;在半自动状态时可实现单台设备的单循环工作;在自动状态时自动线能连续工作。

假如没有人谈起的话,一名工厂经理如何才能知道是否他的生产流程已经过时,或者流程中的某些环节正在失去天真性、生产率在减弱、或者正在导致无谓的成本付出呢?当然他们对关键生产设备的类似题目通常都能特别很是敏感地意识到,但是或许对次要的辅助设备就没这么敏感了。在比如输送装配中,无论是陈旧的照旧缺乏柔性的设备都经常会导致停机、带来额外的补缀和替换成本。

由于劳动单位不用移动,非标灯具组装线厂生产有极高的效率,它使大规模批量化生产成为可能。同时,因为生产单位只用对劳动对象进行一部分操作,而无须像以前对劳动对象整体负责,因此使工人技术进一步专业化。非标灯具组装线厂加强了对分工的要求,而分工促进劳动生产力的原因有三:一、劳动者的技能因专业而提高;二、有一种专业而转换到另一种专业要损耗不少时间,分工可以免除损失;三、简化劳动和缩短劳动的机械发明因为分工基础上才得以实现。分工是先于工业流水线的,而工业流水线有促进了分工,使分工更彻底。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
