
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net

人、机器和产品的互联是提高灵活性、加速流程和掌握产品多样性的核心工具。通过前后工序的信息准备,能够实现直观的操作引导,从而使人始终处在增值流程的核心地位。设计人员在这条上设置了一系列功能,使员工的工作更加轻松自如:组装工位可以个性化地进行调整,在屏幕上采用合适的字体大小和母语来显示所需的信息,并针对具体的组装工序显示相应的深度信息;员工可佩戴蓝牙,重要信息可通过蓝牙自动传递给组装工位。

维修的两大方法:同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到节假日,集中维修工、操作工,对所有问题,同时修理。设备在星期一正常全线生产。分部修理法:如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。
厦门新型滚筒流水线设备生产必须具备以下条件:1、制品的产量足够大,单位制品的劳动量也较大,以保证新型滚筒流水线设备各工作地有足够的负荷。2、工艺过程能够划分为简单的工序,又能根据工序同期化的要求把某些工序适当合并和分解,各工序的单件时间不宜相差过大。3、要有安装流水线设备的条件。4、原材料、协作件必须是标准的、规格化的,并能按时供应。5、产品结构和工艺相对稳定,而且是长期大量需要的产品。

把技术和重叠技术比较,一般有如下的一些特点:(1)一定重叠,比重叠更苛刻。(2)一条工业流水线生产线通常有多个流水段组成。(3)每段有专用功能部件,各部件顺序连接,不断流。(4)工业流水线生产线有建立时间、满载时间、排空时间。(5)各段时间尽量短、一致;不一致时慢子过程为瓶颈。(6)一般技术书上给出的指标如大吞吐率等,为满负载指标。

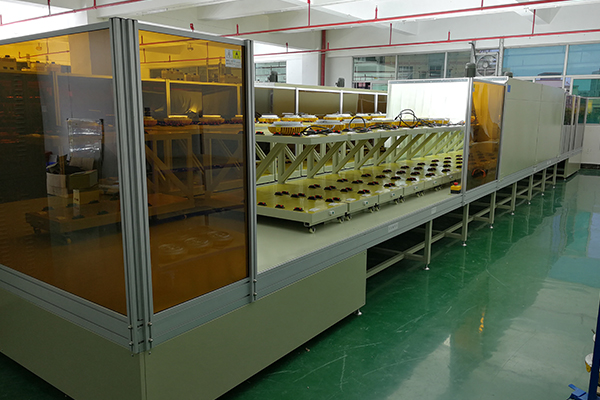
是一种特殊的产品导向布局形式。装配线指的是由一些物料搬运设备连接起来的连续生产线。装配线是一种很重要的技术,可以说,任何有着多种零部件并进行大批量生产的最终产品在某种程度上都采用装配线生产。因此的布置受装配线设备,产品,人员,物流运输以及生产方式等多种因素的影响。通常假定装配线的节拍一定,并且所有工作站的加工时间基本相等。类型不同的装配,有很大差异性,主要体现在:装配线上物料搬运设备。

因为每每连接着关键的生产节点网站开发,一些曾经碰到过物料堆积、维护停止或其他降低服从的事情的制造商并没故意识到采用新一代的输送装配和新型的附件或许将清除那些服从杀手。工业流水线厂家的中每个人的速度都在变动,有时快,有时慢,但是想做得比平均速度快的能力却受到了限制,工作的速度必须取决于前面队伍的速度。不能同步,达不到传统意义上的均衡,问题就会出现,有时甚至不如不分工,因为就成品而言,远不如不分工(当然这是极端现象但不是个别现象,因为很少有工厂可以达到预期)。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
