
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net

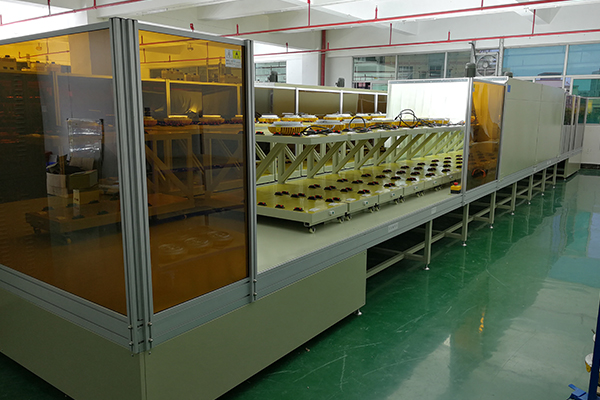
以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类。一般包括牵引件、承载构件、驱动装置、涨紧装置、改向装置和支承件等组成。流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇,电灯,插座,工艺看板,置物台,24V电源,风批等,因此广受企业欢迎;是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。
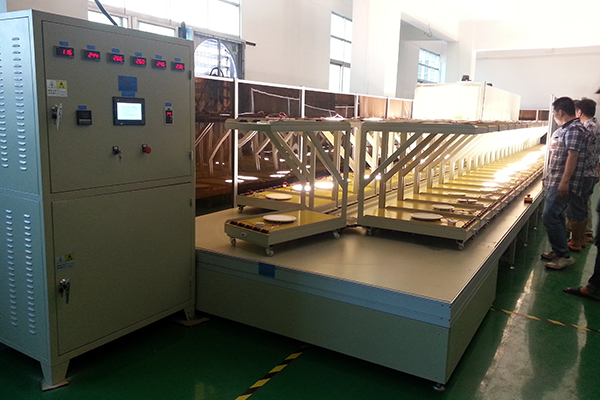
启动电动机的方式,先接通电源,此时三盏电源指示灯全部都会亮,证实三相电源已经到配电箱。此时能够按一下电机开的蓝色按钮,就可启动电机,假如不能启动,能够打开配电箱门,看一下第一排的第二个DZ108开关,能否是红的长,蓝的短。假如不是将此蓝色的压下去就可。电动机启动后,而后打开调速表的开关,再将调速表的电位器渐渐向上调,使转速表到达想要的速度。关机时先将调速表的电位器渐渐向下调到零,而后关闭调速表的开关,再按一下电机关的红色按钮,就可停止电机。最后将总开关关闭。

郑州非标自动流水线维修的两大方法:同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到节假日,集中维修工、操作工,对所有问题,同时修理。设备在星期一正常全线生产。分部修理法:郑州非标自动流水线厂家如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。
优化首站的作业时间,及多久放一片板子,此为知足生产计划量所必须的投入cycle时间。但在现实上,瓶颈站的作业时间必然大于首站,首站肯定不是瓶颈站,所以首站不肯定会完全依要求的cycle时间去投入,由于瓶颈站已拖慢他的速度,故从管理的角度来看,要确实要求首站作业者依规定速度投入。工业流水线的输送带速度也可反推算出日产量,下面为输送带速度的公式:输送带的pitch时间=整日的上班时间/日产量*(1+不良率),输送带的速度=记号间隔距离/输送带的pitch时间。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
