
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net

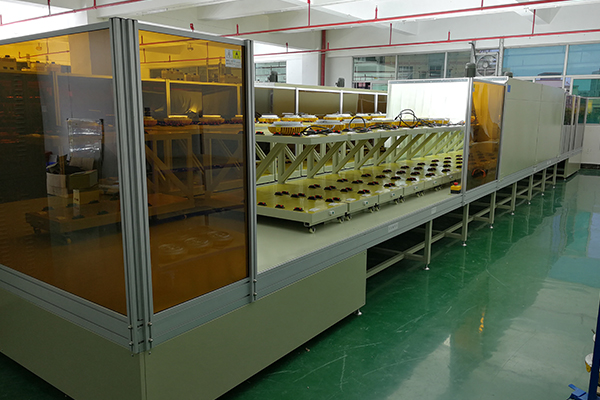
传送系统,的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。

把技术和重叠技术比较,一般有如下的一些特点:(1)一定重叠,比重叠更苛刻。(2)一条工业流水线生产线通常有多个流水段组成。(3)每段有专用功能部件,各部件顺序连接,不断流。(4)工业流水线生产线有建立时间、满载时间、排空时间。(5)各段时间尽量短、一致;不一致时慢子过程为瓶颈。(6)一般技术书上给出的指标如大吞吐率等,为满负载指标。

启动电动机的方式,先接通电源,此时三盏电源指示灯全部都会亮,证实三相电源已经到配电箱。此时能够按一下电机开的蓝色按钮,就可启动电机,假如不能启动,能够打开配电箱门,看一下第一排的第二个DZ108开关,能否是红的长,蓝的短。假如不是将此蓝色的压下去就可。电动机启动后,而后打开调速表的开关,再将调速表的电位器渐渐向上调,使转速表到达想要的速度。关机时先将调速表的电位器渐渐向下调到零,而后关闭调速表的开关,再按一下电机关的红色按钮,就可停止电机。最后将总开关关闭。
重庆非标自动生产线维修的两大方法:同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到节假日,集中维修工、操作工,对所有问题,同时修理。设备在星期一正常全线生产。分部修理法:重庆非标自动生产线厂如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。

由于劳动单位不用移动,生产有极高的效率,它使大规模批量化生产成为可能。同时,因为生产单位只用对劳动对象进行一部分操作,而无须像以前对劳动对象整体负责,因此使工人技术进一步专业化。加强了对分工的要求,而分工促进劳动生产力的原因有三:一、劳动者的技能因专业而提高;二、有一种专业而转换到另一种专业要损耗不少时间,分工可以免除损失;三、简化劳动和缩短劳动的机械发明因为分工基础上才得以实现。分工是先于工业流水线的,而工业流水线有促进了分工,使分工更彻底。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
