
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net
开始时有一段流水线生产线填入时间,使得流水线生产线填满,此段时间称为流水线生产线建立时间。然后流水线生产线正常工作,各功能段源源不断满载工作,称为正常流动时间。在流水线生产线第一条指令结束时,其他指令还需要一段释放时间,这段时间称为排空时间。流水线生产线时空图中各个空白格越少,表示设备的占有率高,效率高。的时空图是描述流水线生产线工作、分析评价流水线生产线性能的重要工具。
先对滚筒的筒皮外表进行除锈处理,再涂刷上冷包胶用的特别粘接剂,并粘接上限制成型的胶板就能够了。这样一来,作为联接设备的传送滚乱的功用会有进一步的进步,使得流水线生产线能够顺利的运转,并完成连续化的出产物料的运送供给。的专业化程度也相对进步了,只要按技术顺序排列,劳动对象在工序间做单向移动,每道工序都有统一的规则进行出产,作业效率也会有所加速。

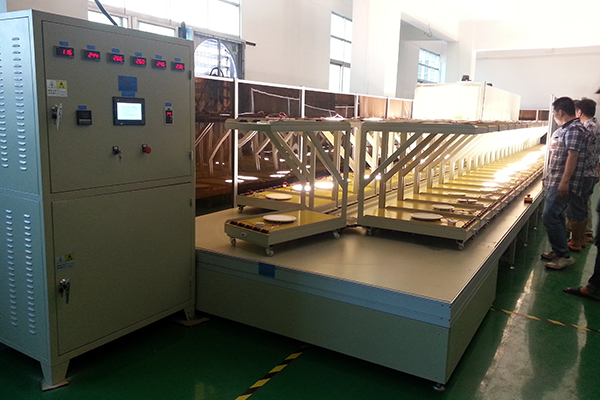
传送系统,的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。

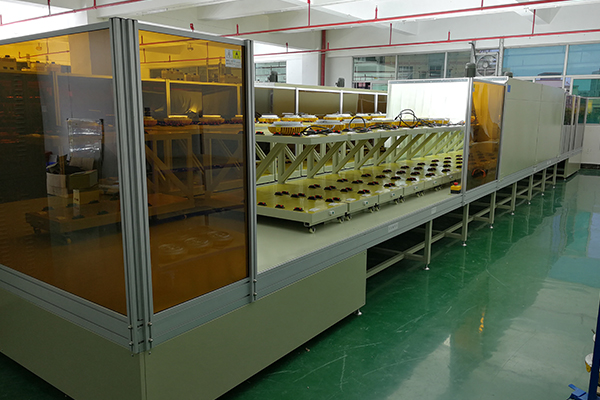
设备生产必须具备以下条件:1、制品的产量足够大,单位制品的劳动量也较大,以保证设备各工作地有足够的负荷。2、工艺过程能够划分为简单的工序,又能根据工序同期化的要求把某些工序适当合并和分解,各工序的单件时间不宜相差过大。3、要有安装流水线设备的条件。4、原材料、协作件必须是标准的、规格化的,并能按时供应。5、产品结构和工艺相对稳定,而且是长期大量需要的产品。

维修的两大方法:同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到节假日,集中维修工、操作工,对所有问题,同时修理。设备在星期一正常全线生产。分部修理法:如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。

因为非标自动生产线每每连接着关键的生产节点网站开发,一些曾经碰到过物料堆积、维护停止或其他降低服从的事情的制造商并没故意识到采用新一代的输送装配和新型的附件或许将清除那些服从杀手。工业流水线厂家的非标自动生产线厂中每个人的速度都在变动,有时快,有时慢,但是想做得比平均速度快的能力却受到了限制,工作的速度必须取决于前面队伍的速度。不能同步,达不到传统意义上的均衡,问题就会出现,有时甚至不如不分工,因为就成品而言,远不如不分工(当然这是极端现象但不是个别现象,因为很少有工厂可以达到预期)。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
