
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net

运转时,零件的配合面要磨损,大致经历三个阶段。初是初期磨损阶段。其实是将表面上高低不平的峰很快磨去,故又称跑合阶段。其次是正常磨损阶段。当表面突出的高点被磨平后,磨损速度就稳定下来,磨损很缓慢。后是急剧磨损阶段。这是由于配合面间隙太大,工作松动所致。此时,磨损率很快升高,配合精度迅速下降,直至损坏。因此我们将正常磨损阶段的终点A定为合理磨损极限。

控制系统,的控制系统主要用于保证线内的机床、工件传送系统,以及辅助设备按照规定的工作循环和联锁要求正常工作,并设有故障寻检装置和信号装置。为适应自动线的调试和正常运行的要求,控制系统有三种工作状态:调整、半自动和自动。在调整状态时可手动操作和调整,实现单台设备的各个动作;在半自动状态时可实现单台设备的单循环工作;在自动状态时自动线能连续工作。

启动电动机的方式,先接通电源,此时三盏电源指示灯全部都会亮,证实三相电源已经到配电箱。此时能够按一下电机开的蓝色按钮,就可启动电机,假如不能启动,能够打开配电箱门,看一下第一排的第二个DZ108开关,能否是红的长,蓝的短。假如不是将此蓝色的压下去就可。电动机启动后,而后打开调速表的开关,再将调速表的电位器渐渐向上调,使转速表到达想要的速度。关机时先将调速表的电位器渐渐向下调到零,而后关闭调速表的开关,再按一下电机关的红色按钮,就可停止电机。最后将总开关关闭。

深圳非标老化线设备生产必须具备以下条件:1、制品的产量足够大,单位制品的劳动量也较大,以保证非标老化线设备各工作地有足够的负荷。2、工艺过程能够划分为简单的工序,又能根据工序同期化的要求把某些工序适当合并和分解,各工序的单件时间不宜相差过大。3、要有安装流水线设备的条件。4、原材料、协作件必须是标准的、规格化的,并能按时供应。5、产品结构和工艺相对稳定,而且是长期大量需要的产品。
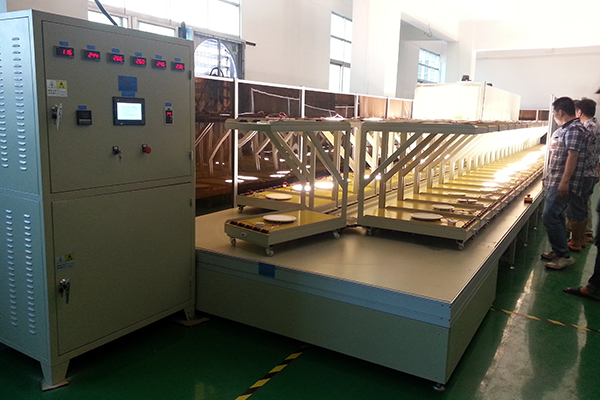
传送系统,的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
