
服务热线:
18925322988
服务热线:
18925322988

电 话:18925322988
传 真:0760-22277265
邮 箱:zs-gz@qq.com
地 址:广东中山市小榄镇九洲基民联路39号
网址 : www.zs-gz.net

传送系统,的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。
开始时有一段流水线生产线填入时间,使得流水线生产线填满,此段时间称为流水线生产线建立时间。然后流水线生产线正常工作,各功能段源源不断满载工作,称为正常流动时间。在流水线生产线第一条指令结束时,其他指令还需要一段释放时间,这段时间称为排空时间。流水线生产线时空图中各个空白格越少,表示设备的占有率高,效率高。的时空图是描述流水线生产线工作、分析评价流水线生产线性能的重要工具。

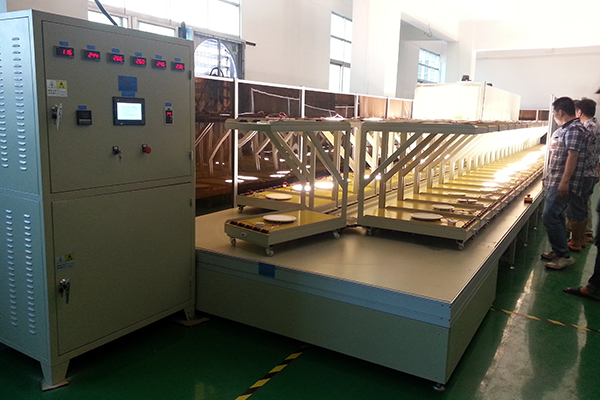
青岛新型灯具组装线可扩展性高,可按需求设计输送量、输送速度、装配工位、辅助部件(包括快速接头、风扇、电灯、插座、工艺看板、置物台、24V电源、风批等,因此广受企业欢迎;流水线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的/(强制式),也可以是非同步传输/(柔性式),根据配置的选择,可以实现装配和输送的要求。新型灯具组装线厂家在企业的批量生产中不可或缺。

优化首站的作业时间,及多久放一片板子,此为知足生产计划量所必须的投入cycle时间。但在现实上,瓶颈站的作业时间必然大于首站,首站肯定不是瓶颈站,所以首站不肯定会完全依要求的cycle时间去投入,由于瓶颈站已拖慢他的速度,故从管理的角度来看,要确实要求首站作业者依规定速度投入。工业流水线的输送带速度也可反推算出日产量,下面为输送带速度的公式:输送带的pitch时间=整日的上班时间/日产量*(1+不良率),输送带的速度=记号间隔距离/输送带的pitch时间。
邮箱:zs-gz@qq.com
传真:0760-22277265
地址:广东中山市小榄镇九洲基民联路39号

手机官网二维码
